XIAMEN ACEY NEW ENERGY TECHNOLOGY CO., LTD.
![$this->product_detail['product_name']](/uploadfile/category/99773fe8081282b4baf3e9daad072524.jpg)
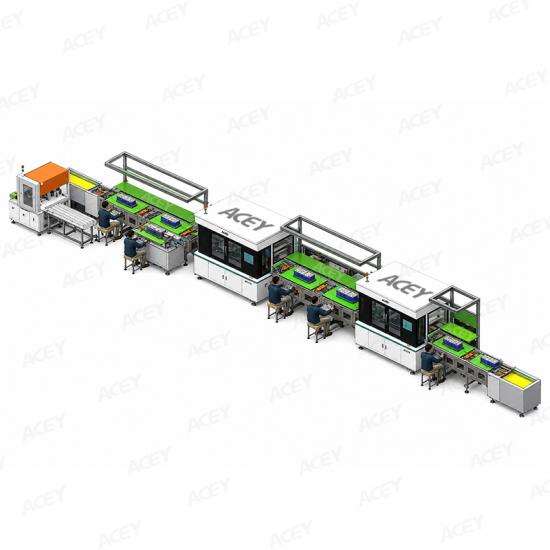
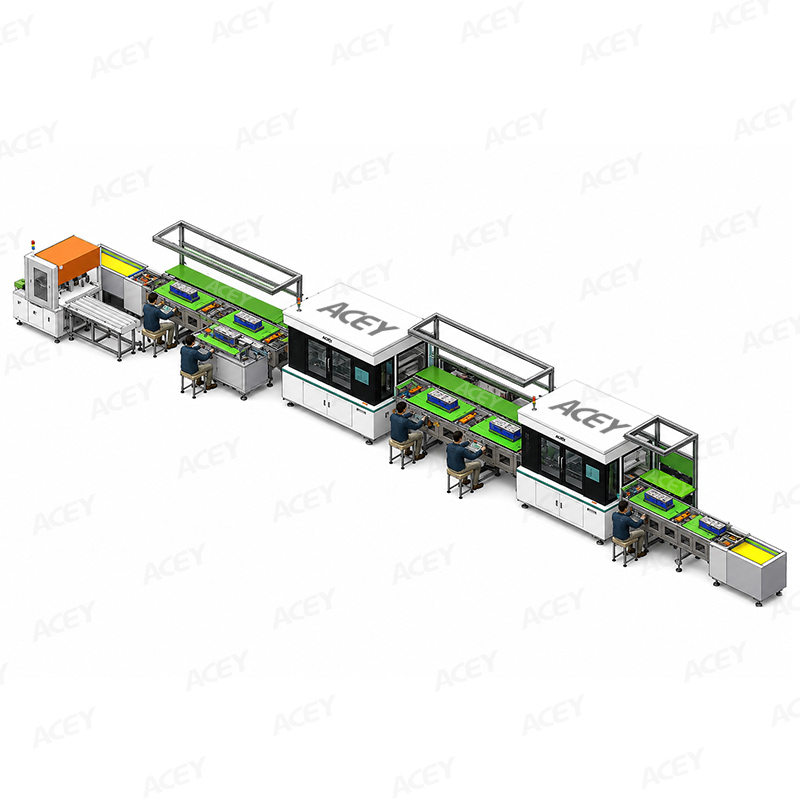

ACEY-PAL-ESS Automatic Battery PACK Assembly Line est conçue pour des applications de stockage d’énergie commercial et industriel, de stockage d’énergie résidentiel et de stockage d’énergie en extérieur. Compatible avec des cellules prismatiques de 50–314Ah, la ligne couvre le chargement automatique et les tests des cellules, l’empilage des modules, la compression et le serrage, la détection de polarité, le soudage automatique des modules et le déchargement des PACK, permettant une production de PACK de batteries efficace, stable et continue.
marque:
ACEYréf.:
ACEY-PAL-ESSconformité:
CE Certifiedgarantie:
One-year warranty with lifetime supportOrdre (Moq) :
1Paiement:
T/Torigine du produit:
Chinadélai de mise en œuvre:
7-35 daysLigne d’assemblage automatique de packs de batteries lithium-ion pour système de stockage d’énergie
Aperçu du produit
ACEY-PAL-ESS Ligne d’assemblage automatique de packs de batteries prismatiques est conçue pour la production de modules de batteries lithium prismatiques utilisant des cellules de 50–314Ah. La ligne combine des tests automatiques, une inspection CCD, un nettoyage laser, un soudage laser et un transfert par convoyeur avec des postes de travail d’assemblage manuel flexibles.
Elle convient aux modules de batteries 8S1P et 8S2P et peut être personnalisée selon les dimensions des cellules, la structure du module, la conception des barres omnibus, la capacité de production et l’agencement de l’usine.
Applications
Cette ligne d’assemblage de packs de batteries prismatiques peut être utilisée pour :

Informations sur les cellules et les packs
| Plan Batterie Cellules Et Compatibilité | ||||||
| Cellule | Modèle | L (mm) | W (mm) | H (mm) | Poids (Kg) | Remarque |
| Modèle | 314Ah | 173.2 | 71.4 | 207.2 | 5.5 | ±0.2mm |
| Modèle | 280Ah | 173.2 | 71.4 | 207.2 | 5.5 | ±0.2mm |
| Compatible | Compatible avec des cellules de batteries prismatiques de 50-314Ah | |||||
|
Compatible taille de batterie pack |
Dimensions (longueur x largeur x hauteur) mm | Poids compatibilité |
| 8S1P | Dimension maximale compatible 1000X600mm | ≤500kg |
| 8S2P |
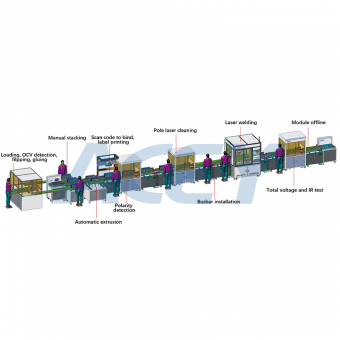
Processus de production
Chargement manuel des cellules → Test automatique de l'OCV et de la résistance interne → Tri automatique des cellules et rejet des NG → Transfert manuel des cellules et empilement des modules → Pressage automatique des modules et installation manuelle de bande d'acier ou de ruban PET → Détection de polarité CCD → Adressage des bornes et nettoyage au laser → Évacuation des NG → Installation manuelle des barres omnibus → Soudage laser automatique des barres omnibus → Nettoyage et inspection manuels après soudage → Déchargement des modules de batterie finis
Remarque : la partie jaune est le poste de travail automatique, et le reste est le poste de travail manuel
Planification des postes de travail

| Explication détaillée des étapes du processus | |
| 1 | Manuellement placer les batterie cellules dans le alimentation port |
| 2 | Tri OCV Test/NG |
| Les | batterie cellule est acheminée les correspondants paramètres dans un canal 3 |
| 4 | Manuellement placer les batterie cellules sur le ligne logistique ligne pour empilage et groupement |
| 5 | Batterie module extrusion manchon acier bande |
| 6 | polarité détection et nettoyage laser poste de travail |
| 7 | poste de transfert NG |
| manuel installation de barre omnibus | |
| 8 | soudage laser automatique |
| 9 | nettoyage manuel après soudage |
| 10 | PACK hors ligne |
Spécifications de la ligne de production
| Type de cellule | cellule de batterie lithium prismatique |
| Plage de capacité de cellule | 50–314Ah |
| Modèles de cellules de référence | 280Ah / 314Ah |
| Dimensions de cellule de référence | 173.2 × 71.4 × 207.2 mm |
| Poids de cellule de référence | Environ 5,5 kg |
| Configuration du module | 8S1P / 8S2P |
| Dimensions maximales du pack | 1000 × 600 mm |
| Poids maximal du pack | ≤500 kg |
| Capacité de production | 6–8 PPM |
| Rendement au premier passage | ≥98% |
| Rendement final après reprise | ≥99.5% |
| Taux de défaillance d'une machine | ≤2% |
| Taux d'utilisation d'une machine | ≥98% |
| Temps de changement de production | ≤4 hours |
| Alimentation électrique | Triphasé cinq fils, 380V ±10%, 50Hz |
| Puissance totale de ligne | Environ 50 kW |
| Air comprimé | 0.5–0.8 MPa |
| Capacité de charge au sol | ≥650 kg/m² |
| Température de fonctionnement | 15–35°C |
| Humidité relative | 40–85% RH |
| Empreinte au sol de référence de la ligne | Environ 18,800 × 3,570 mm |
| Hauteur de référence de l’équipement | Environ 2,560 mm |
Équipement principal
1. Poste de tri OCV
Les cellules de batterie sont placées manuellement sur le convoyeur d'alimentation et transférées automatiquement vers la position de test. Le système effectue des tests OCV et de résistance interne avant de trier les cellules dans les canaux correspondants.
Les cellules qui échouent au test sont automatiquement transférées vers la zone tampon NG. Une alarme est activée lorsque le tampon est plein.
Les principales fonctions incluent :

2. Poste de superposition et de pressagePoste de travail
Après que les cellules ont été empilées manuellement sur la palette d’outillage, le module est transféré vers la station de pressage.
Le vérin électrique applique une pression contrôlée au module de batterie. La force de pressage et la course peuvent être ajustées en fonction de la structure du module.
Les principales fonctions incluent :

3. Poste de détection de polarité et de nettoyage laser
Le module est transporté dans le poste de travail par le système de convoyeur. Des capteurs détectent et positionnent la palette entrante avant le début du processus d'inspection.
Un lecteur de code-barres identifie le module, tandis que le portique à trois axes déplace la caméra CCD et la tête de nettoyage laser sur chaque borne de cellule.
Les principales fonctions incluent :

4. Poste de soudage laser automatique
La palette du module est automatiquement positionnée à l’intérieur de la station de soudage laser. Le lecteur de code-barres lit les informations du module, et le système de portique déplace la caméra et le galvanomètre de soudage vers chaque position de soudage.
Le système de mesure de distance ajuste automatiquement la distance de travail, tandis que le système de vision identifie les points de référence avant le soudage.
Les principales fonctions incluent :

Plateau d'outillage de ligne modulaire
Le plateau d'outillage transporte et positionne le module de batterie tout au long de la ligne de production.
Le plateau peut être personnalisé en fonction de la taille des cellules, de l'agencement des modules et des dimensions des barres omnibus (busbars).
1) Le plateau mesure 1200mm x 600mm et est compatible avec 280-320AH (2P8S);
2) Il utilise une isolation en bakélite de 20mm, garantissant la durabilité et évitant l’arrachage des vis lors du remplacement du gabarit;
3) La plaque de fixation des barres omnibus est conçue en panneau de fibre de verre, adaptée aux dimensions des barres omnibus, garantissant que les barres restent immobiles lors du déplacement sur la ligne de production. Cela permet un soudage laser entièrement automatisé sans supervision de l’opérateur.

1. Chaque poste de travail est équipé d’un écran tactile ESOP électronique, prenant en charge le papier A3 et A4 (orientation paysage, réglable).
2. Chaque poste de travail est équipé d’un éclairage LED et d’un bouton interrupteur indépendant.
3. L’ensemble de la ligne de convoyeur est équipé d’une seule armoire de commande électrique, pilotée par un PLC et dotée d’un écran tactile, permettant la sélection manuelle de n’importe quel poste de travail.
4. La structure de la ligne de convoyeur est un système de circulation vertical, avec deux unités d’entraînement à chaque niveau, toutes équipées de variateurs de fréquence et de vitesses réglables via l’écran tactile.

Exigences d’installation en usine
| N° | Articles | Paramètre |
| 1 | Puissance Alimentation | Trois Phase Cinq Fils 380V ± 10%, 50Hztotal Puissance De La Ensemble Ligne Est Environ 50Kw |
| 2 | Gaz Source | Compressé Air : 0.5-0.8Mpa (Tous 10 mètres à l’ air source (interface) |
| 4 | Sol portance capacité | ≥650kg/㎡; |
| 5 | Environnement | Température 15-35 ℃, Relative Humidité 40% -85% R.H |
| 6 | Autre |
Il y a Est Non Sévère Vibration Source, Aucun Sévère Poussière, Et Aucun Corrosifs Ou Explosifs Gaz Dans Le Environnant Environnement. |
*Quelles cellules de batterie cette ligne d'assemblage peut-elle traiter ?
La ligne de production standard est compatible avec des cellules de batterie prismatiques de 50–314Ah. La configuration de référence est conçue autour des cellules 280Ah et 314Ah.
*S'agit-il d'une ligne d'assemblage de packs de batteries entièrement automatique ?
Cette configuration combine des postes de travail automatiques et manuels. Les tests OCV, le tri des cellules, l'inspection CCD, le nettoyage laser, le rejet des NG, le transfert par convoyeur et le soudage laser sont automatisés. Le chargement des cellules, l'empilement, l'installation des barres omnibus et le déchargement final sont effectués manuellement.
Le niveau d'automatisation peut être amélioré en fonction des exigences de production.
*Quelles configurations de modules de batterie sont prises en charge ?
La ligne de référence prend en charge les modules 8S1P et 8S2P. D'autres configurations de modules peuvent être développées en ajustant les plateaux d'outillage, les gabarits et les programmes de contrôle.
*Comment la précision du soudage est-elle contrôlée ?
Le poste de soudage laser utilise un positionnement visuel, l'identification par code-barres, la mesure automatique de distance et un mouvement de portique programmable pour localiser chaque position de soudage avant le soudage.
*La ligne peut-elle être personnalisée pour différents busbars ?
Oui. La plaque de positionnement des barres omnibus, la trajectoire de soudage, les paramètres laser et les gabarits peuvent être personnalisés en fonction des dimensions des barres omnibus, du matériau et de la conception du module.
*Quelles informations sont requises pour une solution personnalisée ?
Veuillez fournir les dimensions des cellules, la capacité des cellules, la configuration du module, le dessin des barres omnibus, la capacité de production requise, la disposition de l'usine et le niveau d'automatisation souhaité.
Tags associés :
 Machines de fabrication de batteries au lithium-ion Ligne de batterie cylindrique
Machines de fabrication de batteries au lithium-ion Ligne de batterie cylindrique
Acey new energy can propose l'ensemble des équipements de montage de batteries cylindriques pour la recherche et la fabrication de batteries en laboratoire.
 machine à coller automatique de papier d'isolation de batterie au lithium-ion cellule cylindrique
machine à coller automatique de papier d'isolation de batterie au lithium-ion cellule cylindrique
ACEY-BS01 est un équipement automatique pour coller du papier d'orge sur des piles cylindriques.
 trieuse automatique de batteries cylindriques à 5 canaux 18650 ligne de batterie
trieuse automatique de batteries cylindriques à 5 canaux 18650 ligne de batterie
ACEY-AS5S peut trier automatiquement les batteries selon les exigences spécifiées, et a les caractéristiques d'un tri rapide et précis.
 6 canaux 18650 26650 32650 trieuse de batterie cellule cylindrique
6 canaux 18650 26650 32650 trieuse de batterie cellule cylindrique
18650 / 26650 / 32650 / 21700 li-ion test de batteries & tri machine.
 Machine de tri de batterie 11 canaux résistance interne de la batterie et VoltageTesting
Machine de tri de batterie 11 canaux résistance interne de la batterie et VoltageTesting
Ceci 18650 La machine de tri automatique de batterie est utilisée pour l'assemblage de batteries cylindriques ligne.
 Multifonction Autocollant papier isolant 2 en 1 Et machines de tri Pour ensemble de batterie
Multifonction Autocollant papier isolant 2 en 1 Et machines de tri Pour ensemble de batterie
Le cylindrique 18650 La machine de tri automatique d'autocollants de batterie est un dispositif de tri d'essai pour vérifier la résistance interne et la tension de la batterie cylindrique après le tapis de surface, et est livrée avec une haute précision test automatique de résistance interne et de tension système
 Soudeuse par points électrique entièrement automatique d'un seul côté soudage de batterie cylindrique
Soudeuse par points électrique entièrement automatique d'un seul côté soudage de batterie cylindrique
ACEY-S200B convient pour le soudage par points de batteries et l'assemblage en usine pour 14500 / 18650 / 21700 / 26650 / 32700 multi-parallèle multi-séries combinaison.
 rotatif simple face automatique 18650 machine de soudage par points de batterie au lithium
rotatif simple face automatique 18650 machine de soudage par points de batterie au lithium
ACEY-S200C avec fonction de rotation de la tête de soudage, convient au soudage par points de batteries et au montage en usine pour 14500 / 18650 / 21700 / 26650 / 32700 multi-parallèle multi-séries combinaison.
703, 7F, Zhonghengji Building, No.223, Qishan North Road, Huli District, Xiamen, Fujian, China
Email : allen@xmacey.com
Tél : +8618950009155
Whatsapp : +8618950009155